




Колеса крана
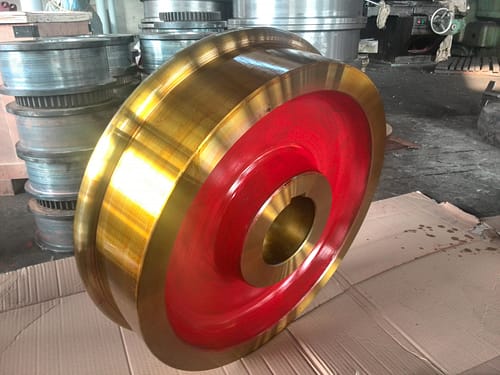
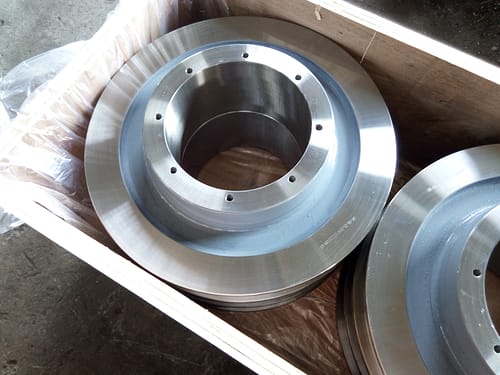
Фланцевые колеса для кранов в основном используются во всех видах подъемных машин, таких как однобалочный мостовой кран, двухбалочный мостовой кран, козловой кран, портовый кран и т.д. Фланцевые колеса для кранов бывают разные, например, с одним ободом, с двойным ободом, без обода и другие нестандартные колеса. Материал колес включает 42CrMo4, AISI4140, 41Cr4, A504, SSW-Q1R, 65Mn, 1045, 1055, 1060, 1070, ковкий чугун 400, 500, 600, 700 и др. Dgcrane Wheel применяет различные ремесла различных материалов, точно контролирует температуру закалки и отпуска, так что колесо может достичь металлографической структуры и механических свойств.
Есть три метода термообработки в соответствии с различными требованиями: первый - закалка и отпуск, твердость поверхности колеса HB300-380, в основном используется для стандартных крановых изделий.
Вторая - поверхностная среднечастотная закалка и терммеризация, твердость поверхности колеса HB300-380 или HRC50-56, в основном используется для продуктов, которые с низкой твердостью центра колеса и высокими требованиями к твердости поверхности колеса и не подходят для термообработки в целом.
Последний - закалка и отпуск, твердость поверхности колеса до HRC50-56, твердость поверхности колеса уменьшается с глубиной из-за различий в сырье, глубина закалки кованых колес из легированной стали до 15 мм и, таким образом, низкое ослабление твердости, в основном используется для портовых кранов,
ковшовый экскаватор, ковшовый укладчик-мелиоратор и другая тяжелая грузовая продукция.
Замена фланцевых колес производится из-за износа фланцев, разрушения фланцев и механических перегрузок, характеризующихся точечной коррозией и сколами. Каждый из этих факторов в процессе эксплуатации должен быть тщательно рассмотрен до выбора комбинации конструкции колеса, выбора материала, твердости и технологии термообработки.





Технические параметры
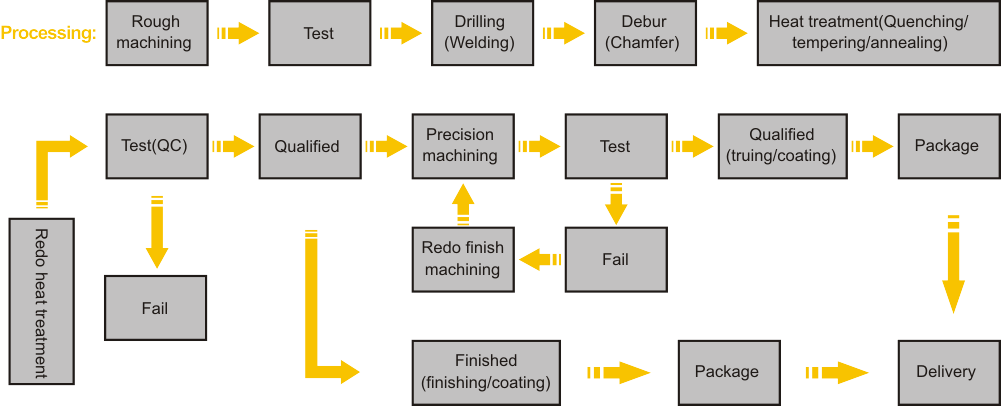
О технологии

Ковочный пресс более мощный Эта конструкция закрытого штампа обеспечивает превосходное соотношение прочности и веса. Мы предлагаем широкий ассортимент углеродистых и легированных сталей для удовлетворения ваших потребностей.

Для осуществления грубой обработки внешней и внутренней поверхности контура заготовки колеса, а также для быстрой очистки запасных частей заготовки.

Закалка и отпуск широко используются в качестве наших возможностей термической обработки. В настоящее время мы можем обеспечить практически любую термическую обработку углеродистых и легированных сталей.

Мы проводим испытания на твердость, испытания материалов, контроль размеров, дефектоскопию магнитных частиц, испытания на допуск, дефектоскопию акустическим детектором.

Глубина резания тонких машин должна быть небольшой, но и небольшое количество ножа после завершения отделки, и шероховатость поверхности Ra3.2.

Мы используем передовые материалы для нанесения покрытий, единую технику нанесения покрытий, комплексную распылительную машину.
Ключевые слова: крановые колеса, производитель крановых колес, поставщик крановых колес, крановые колеса Китай
Отправьте нам сообщение.
Заполните форму ниже, или отправьте по электронной почте sales@dgcranewheel.com. Кто-то из нашего отдела продаж свяжется с вами в течение 24 часов!



